【超声波焊接】塑胶紧固件设计参考
【超声波焊接】塑胶紧固件设参考
- 超声波焊接概念及特性
- 超声波概念
- 超声波焊接概念
- 特性
- 超声波焊接原理
- 超声波焊接工艺简要介图解
- 超声波焊接性能
- 塑料焊接特性
- 焊接件结构设计指南
- 零件导向及定位
- 设计要点
- 1、避免尖角
- 2、避免超声波零部件结构较弱而发生断裂
- 3、尽可能使用近场焊接
- 4、焊头接触面积
- 5、焊接面与焊头平行
- 6、避免缺口
- 7、弯曲结构
- 7、薄膜效应
- 焊接件结构设计尺寸及类型
- 1、基本型
- 2、阶梯型
- 3、沟槽型
- 4、剪切型
- 5、特殊型
- 5、凿子型
- 超声线(导熔线)设计
- 不同塑胶类型超声线设计
- 错误的超声线
- 十字交叉型超声线
- 垂直与壁的超声线
- 间断的超声线
- 凿子型超声线
超声波焊接概念及特性
超声波概念
何为超声波:超声波是指频率大于20000Hz以上的声波,超声波是声波大家族天中的一员,其超出了人耳听
觉的上限(20000Hz),故而得名超声波。
超声波的方向性好,穿透能力强,易于获得较集中的声能,可用于于测距、检测、清洗、焊接、
碎石、杀菌消毒等,在医学、军事、工业、农业上有很多的应通。
本文所介绍的超声波焊接就是超声波在塑胶焊接领域的一个典型应用。
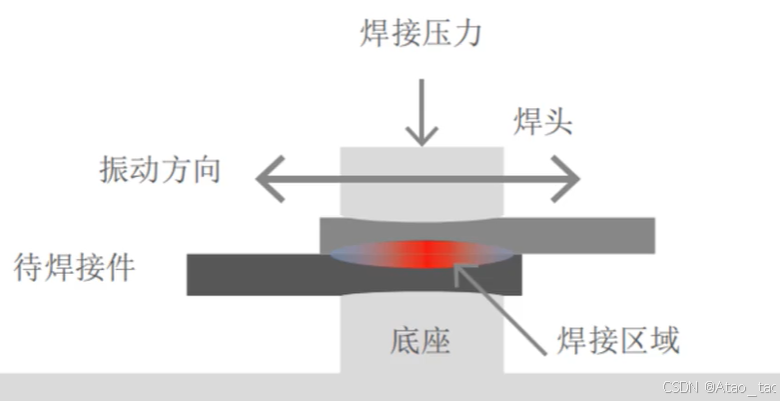
超声波焊接概念
超声波焊接是利用超声波振动频率,接触摩擦产生热能而使两个塑胶件在焊接界面熔融而固定在一起。
超声波焊接是一种快捷、干净、有效的装配工艺,用于满足塑胶件高强度装配要求,是广泛使用的一种先进装配技术,适用于多种类型的塑胶件装配。
正常情况下,超声波焊接具有较高的抗拉强度,可以取代溶剂粘胶以及机械紧
固等装配方法,同时还可以具有防水、防潮的密封效果。
特性
从超声波焊接的角度,超声波具有三个非常重要的特性,这三个个特性与超声波
的焊接质量密切相关,是超声波焊接过程中发生的诸多现象的限源。
理解这三个特性有助于理解超声波焊接的工艺要求,产品设计工程师从而可以
正确的设计超声波焊接结构来满足超声波焊接的工艺要求,提高超声波的焊接
质量。超声波的三个特性、产生的焊接现象、及其对塑胶件结构设计要
| 超声波特性 | 超声波焊接现象 | 塑胶件结构设计要求 |
|---|---|---|
| 能量大 | 超声波焊接的基础超声波焊接的强度高焊接面损伤零部件损坏 | 增加圆角,提高焊接件的强度重要零部件远离焊接区域超声波焊接后再装配重要零部件 |
| 直线传播 | 定向而集中超声波不能跨越孔、洞进行传播 | 增加焊头与焊接零件的接触面积避免超声波能量传导路线上出现孔、洞 |
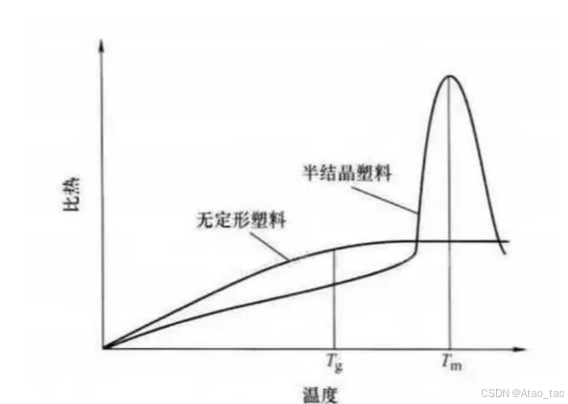
| 衰减性 | 在无定形塑胶中衰减小在半结晶塑胶中衰减大 | 避免远程焊接,特别是对半结晶塑胶 |
超声波焊接原理
超声波焊接的工作原理原理是通过超声波发生器将50/60赫兹电流转换成15、20、30或40千赫兹电能,被转换的高频电能通过换能器再次被转换成为同等频率的机械运动,随后机械运动通过一套可以改变振幅的调幅器装置传导到焊头。
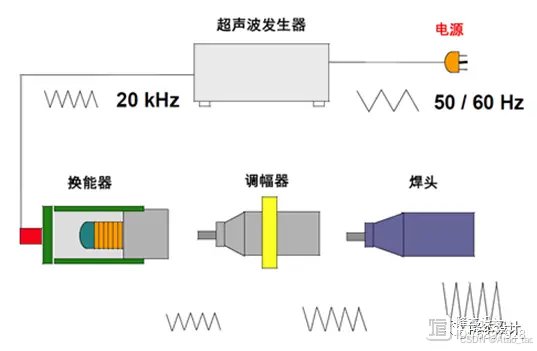
焊头将接收到的振动能量传导到待焊接塑胶件的界面,在该区域我,振动能量被通过摩擦方式转换成热能,将塑料熔化,振动停止后维持在塑胶件上的短暂压力使两塑胶件以分子连接方式凝固为一体。
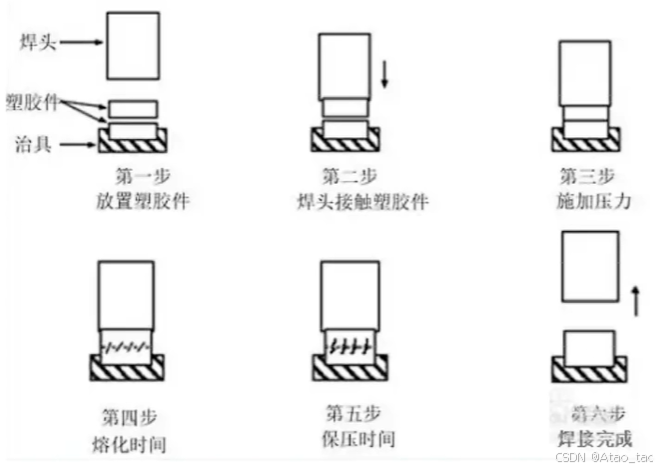
超声波焊接工艺简要介图解
超声波焊接性能
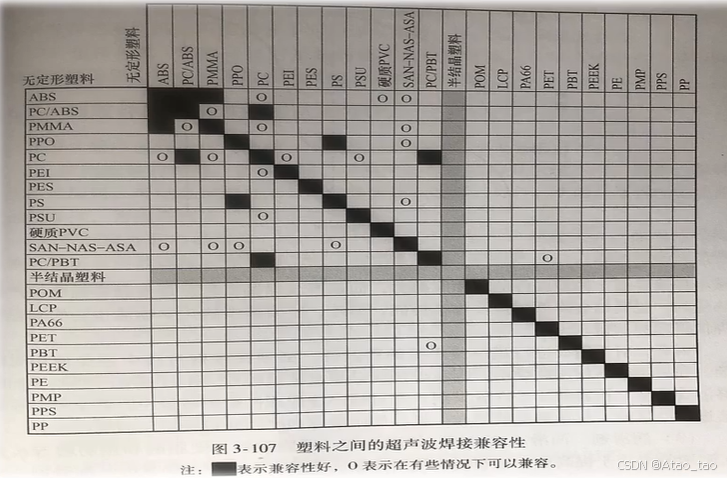
塑料焊接特性
| 塑胶材料 | 20千赫兹下振幅(微米) | 近程焊接 | 远程焊接 |
|---|---|---|---|
| 无定形塑料 | |||
| ABS | 30—70 | 1 | 2 |
| ASA | 30—70 | 1 | 1 |
| PC | 40—80 | 2 | 2 |
| PC/ABS | 60—100 | 2 | 2 |
| PC/PET | 50—100 | 2 | 4 |
| PEI | 70—100 | 2 | 4 |
| PES | 70—100 | 2 | 3 |
| PMMA | 40—70 | 2 | 3 |
| PPO | 50—90 | 2 | 2 |
| PS | 30—70 | 1 | 1 |
| PSU | 70—100 | 2 | 3 |
| 硬PVC | 40—80 | 3 | 4 |
| SAN | 30—70 | 1 | 1 |
| 半结晶塑料 | |||
| LCP | 70—120 | 3 | 4 |
| POM | 70—120 | 2 | 4 |
| PA | 70—120 | 2 | 4 |
| PBT | 70—120 | 3 | 4 |
| PET | 80—120 | 3 | 4 |
| PEEK | 70—120 | 3 | 4 |
| PE | 90—120 | 4 | 5 |
| PPS | 80—120 | 3 | 4 |
| PP | 90—120 | 3 | 4 |
| *:1=最容易 5=最难 |
焊接件结构设计指南
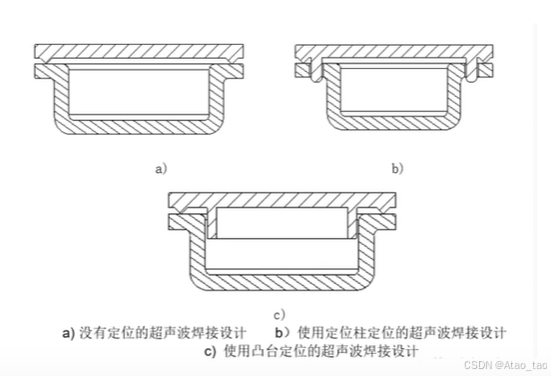
零件导向及定位
设计导向特征有利于提高超声波焊接质量,如下图所示
设计要点
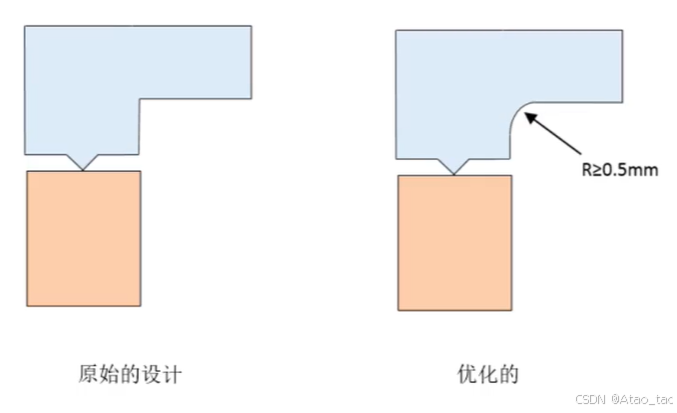
1、避免尖角
尖角会产生应力集中,容易折断,一般圆角设计大于0.5mm
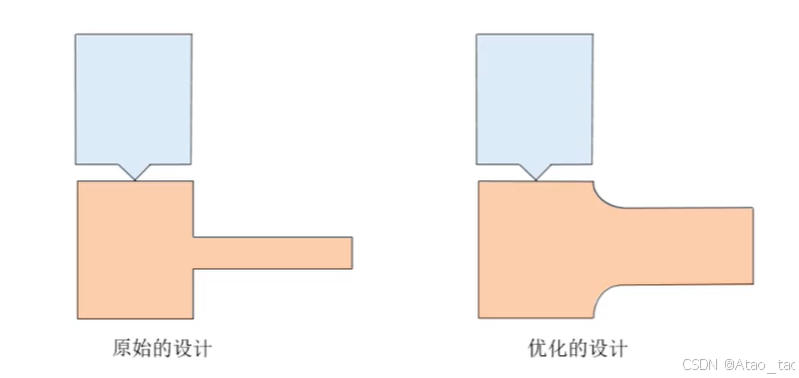
2、避免超声波零部件结构较弱而发生断裂
薄弱地方增加圆角或增加壁厚,避免断裂
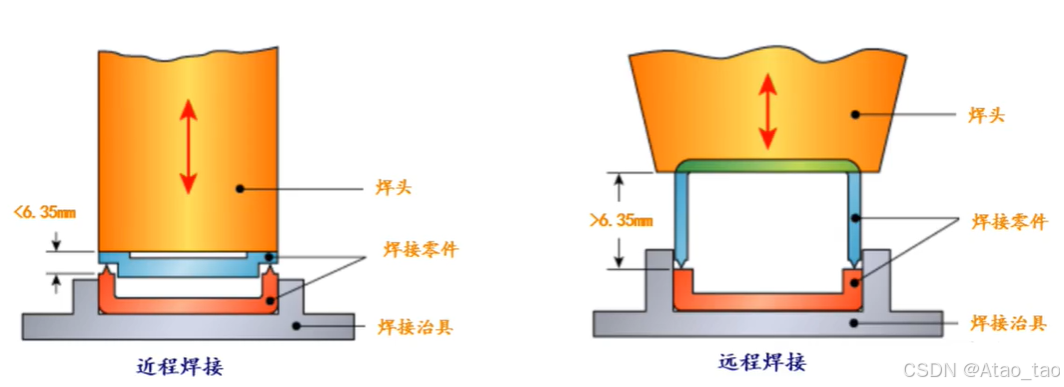
3、尽可能使用近场焊接
小于6.35mm为近程焊接,尽可能使用近场焊接
对于半结晶塑料尽可能避免使用远程焊接,避免没有足够的振动能力传导到焊接面
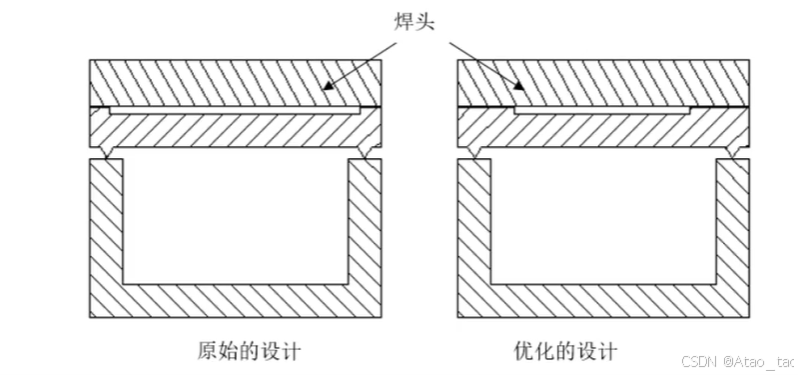
4、焊头接触面积
能量传递足够大,且避免在表面留下焊痕
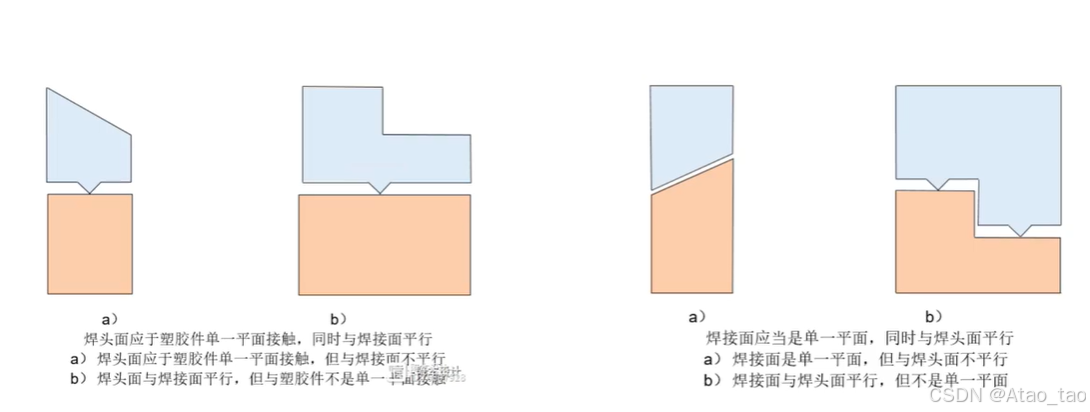
5、焊接面与焊头平行
塑胶件必须焊接面与焊头平行,且为单一平面,有利于取得一致的焊接效果,避免溢胶。
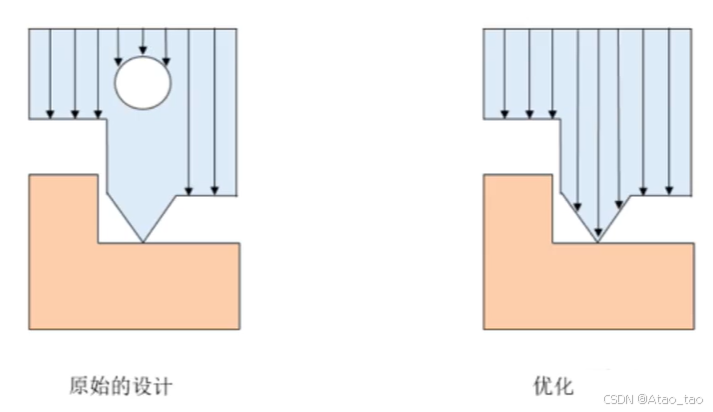
6、避免缺口
塑超声管道区域避免孔或缺口,以免减少超声传导过程中的干扰及衰减,避免少量焊接融不到或融不到的情况。
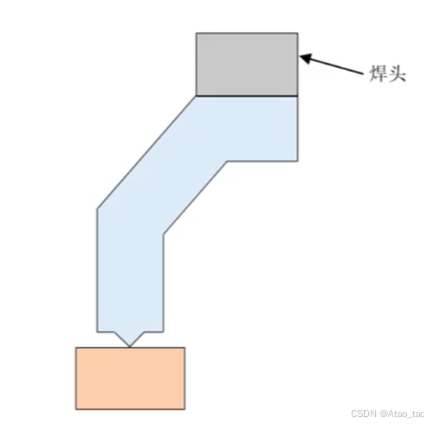
7、弯曲结构
避免振动难以传播到焊接面
7、薄膜效应
避免塑胶件烧穿现象,在薄壁厚区域最为常见。
可增加产品壁厚、增加加强筋或调整超声工艺
焊接件结构设计尺寸及类型
1、基本型
适用与大多数场合,缺点:有可能在融合面产生溢胶,对有外观要求的零件不适用。
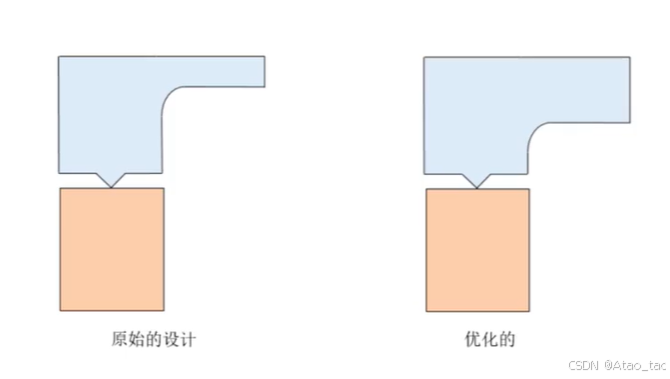
2、阶梯型
适当增加塑胶件非焊接面间隙,避免溢胶。一般要求零件不小于2mm,W/3不小于0.6mm。

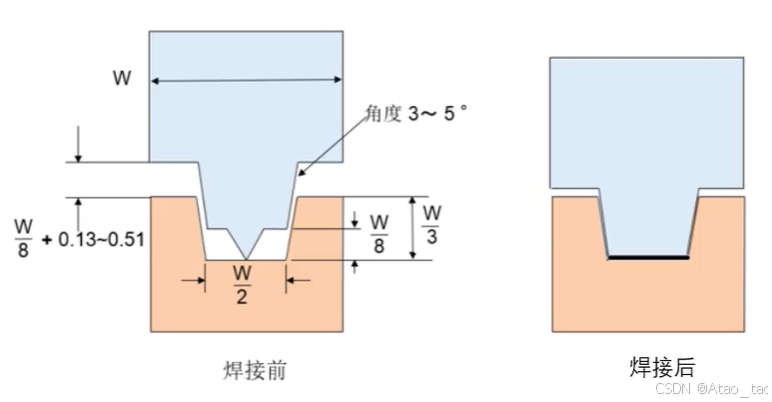
3、沟槽型
采用间距式以为焊接,适用要求完全密封的焊件。要求壁厚不小于3mm。

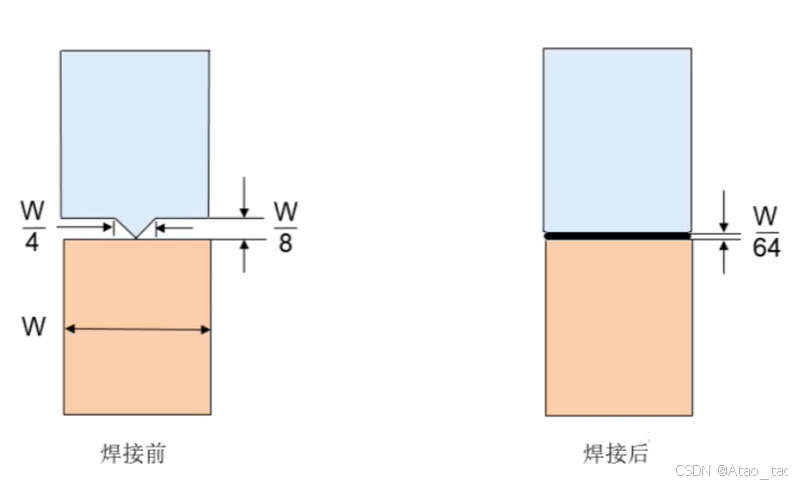
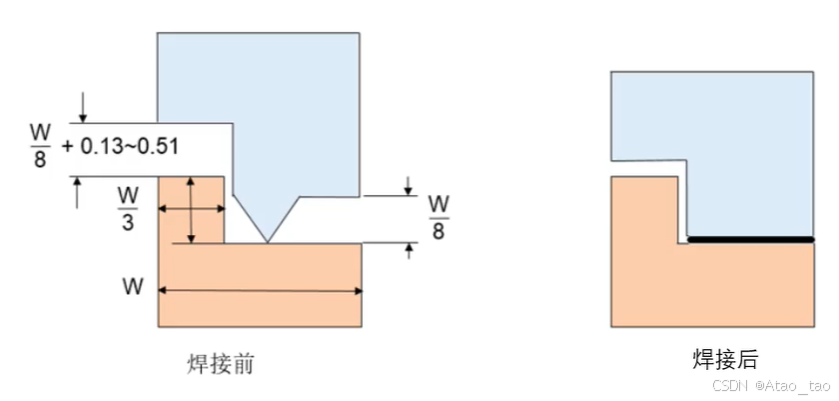
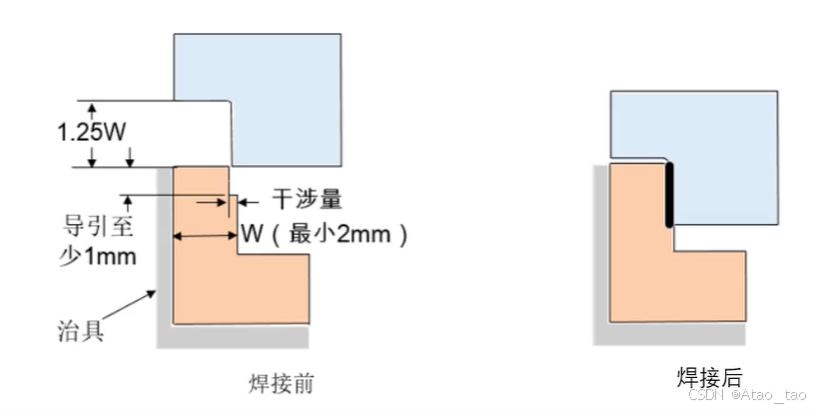
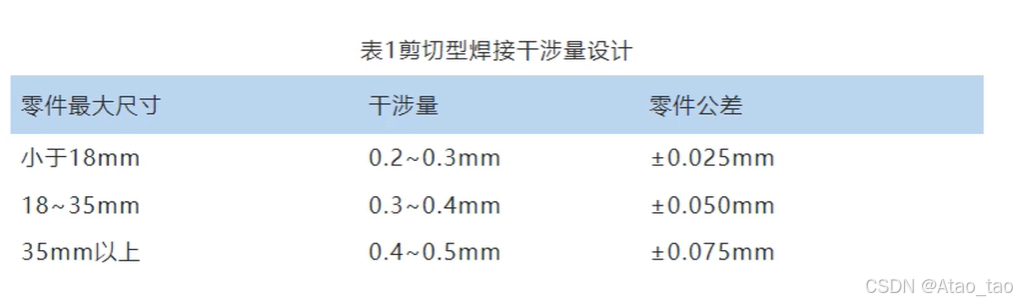
4、剪切型
其它焊接型对于半结晶塑料很难保证足够强度,半结晶塑料转变形态是在温度变化很短的时间里完成,有可能部分塑料提前固化。
现在初始接触区域融合,后与干涉区域融合,期间不与空气接触,可以保证较高的强度及密封性。
可与其它结构配合使用
一般1.25W,最小0.5W,最大1.75W
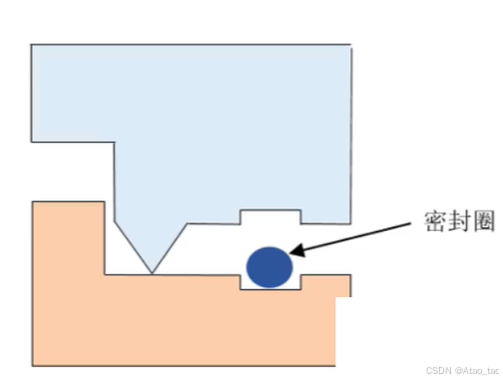
5、特殊型
使较难溶解或外型不规则的塑胶件达到密封效果
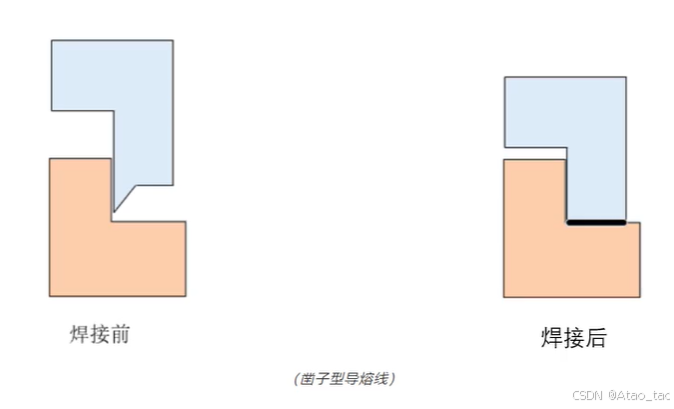
5、凿子型
当塑胶件尺寸小于1.5mm时,常规超声线可能较小,焊接强度不够,可使用凿子型超声线。
高度0.38-0.5mm,角度45度,位于台阶内侧
超声线(导熔线)设计
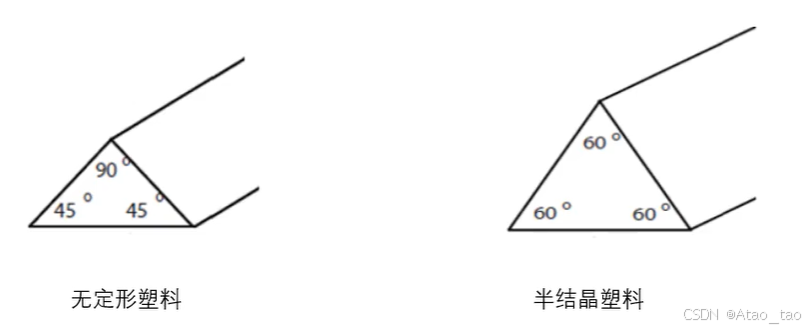
三角型柱,顶部形状越尖越好,作用是将振动能量集中在三角形尖端,使累计热量在焊接界面形成均匀的塑料熔流。
不同塑胶类型超声线设计
建议设计在与焊头接触的塑料件上
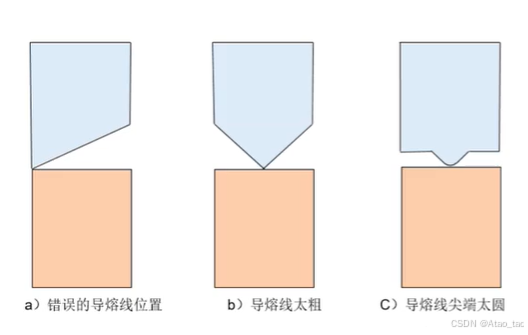
错误的超声线
十字交叉型超声线
提供最小的接触面积,使得塑料件更易熔与一体。可提高强度,缩短焊接时间,缩小功率;但容易产生断差及溢胶等缺陷。
60度焊头
若有较高气密性要求,可设计为锯齿形(无间隙排列)。
垂直与壁的超声线
可提高焊接剥离力,减少溢胶,适用于非密封产品中。
间断的超声线
减少焊接能量,减少焊接强度,适用于非密封产品中。
凿子型超声线
减少焊接能量,减少焊接强度,适用于非密封产品中。